
二、工业相机的定义与特点
工业相机专为工业应用设计的相机,具有高分辨率、高帧率、宽动态范围、抗干扰能力强等特点。与普通相机相比,工业相机在图像质量、工作环境适应性、成本等方面具有显著优势。
1. 图像采集
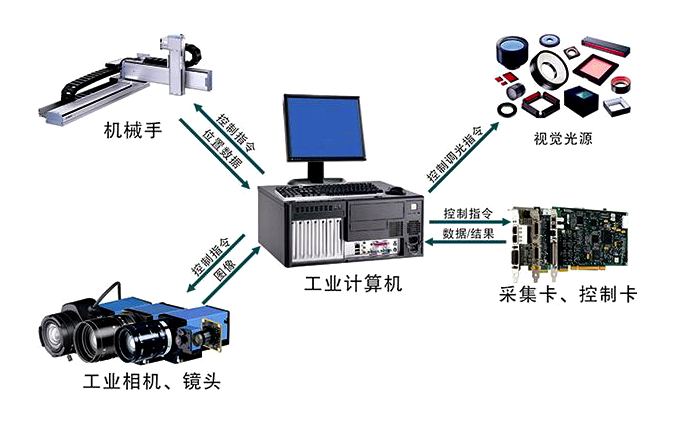
工业相机负责将电缆配件、电子元器件、半导体等物体的图像信息转化为数字信号,为后续的图像处理和分析提供原始数据。高分辨率和高帧率的工业相机可以捕捉到更清晰、更完整的图像,提高检测精度。
2. 图像预处理
工业相机采集到的图像往往存在噪声、光照不均等问题。工业相机具备的图像预处理功能,如滤波、对比度增强等,能够有效改善图像质量,为后续处理提供有利条件。
3. 特征提取与识别
工业相机采集到的图像经过预处理后,图像处理软件会对其进行特征提取和识别。工业相机的高分辨率和宽动态范围有助于提取出更丰富的特征信息,从而提高检测的准确性和稳定性。
4. 尺寸测量与缺陷检测
工业相机在检测设备中的应用,可以实现对物体尺寸的精确测量和缺陷的检测。通过图像处理技术,可以自动识别物体的形状、大小、位置等参数,及时发现并剔除不合格产品。
5. 提高检测速度与效率
与传统的人工检测相比,工业相机可以显著提高检测速度。在高效率的生产线上,快速、准确的检测至关重要,工业相机的高帧率和实时处理能力有助于满足这一需求。
6. 适应恶劣环境

7. 降低人力成本
随着自动化检测设备的普及,企业可以减少对人工检测的依赖,降低人力成本,提高生产效率。
四、工业相机在机器视觉检测设备中的应用案例
1. 电子元器件检测:检测芯片、电容、电阻等电子元器件的尺寸、外观和缺陷。
2. 电缆配件检测:检测电缆的内外径、绝缘层厚度、螺纹质量等。
3. 汽车零部件检测:检测汽车零部件的尺寸、外观、表面缺陷等。
4. 食品检测:检测食品的外观、包装、成分等。
工业相机在机器视觉检测设备中发挥着至关重要的作用。其高分辨率、高帧率、宽动态范围等特点,使得工业相机成为提高检测精度、速度和效率的关键。随着技术的不断发展,工业相机在工业自动化领域的应用将越来越广泛。




